找商网手机端:m.zhaosw.com


郑州华菱超硬材料有限公司
 店龄6年 ·
店龄6年 · ![]() 企业认证 ·
企业认证 · ![]() 河南省郑州市
河南省郑州市
手机扫码查看 移动端的落地页
店龄6年 · 郑州华菱超硬材料有限公司
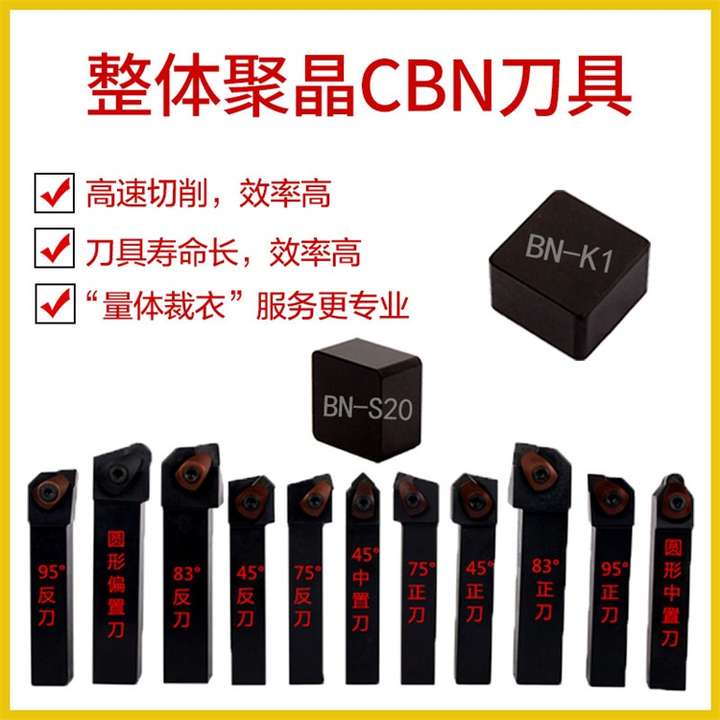
主营产品: CBN刀片, cbn刀头, 聚晶立方氮化硼刀具, cbn刀具, 机床刀具, 车床刀具, 数控刀具, 陶瓷刀具, 陶瓷刀头, 数控车床, 金刚石刀具, PCD刀具, 钻石刀片, 淬火钢, 模具钢, 淬火钢加工, 精车淬火钢, 淬火钢cbn刀具, 淬火钢cbn刀头, 模具钢刀头, 高锰钢刀具, 高铬铸铁cbn刀具, 加工高铬铸铁, 车削高铬铸铁, 加工高锰钢, 齿轮硬车, cbn刀头齿轮, 精车齿轮内孔, 硬度HRC58-62, 硬度HRC60刀头, cbn刀头淬火钢, 硬车淬火钢, 淬火钢刀头, 精车刀头, 京瓷cbn刀具, 山特维克cbn刀具, cbn数控刀头





切削加工高镍铬冷硬铸铁数控刀具耐磨抗冲击强
价格
订货量(片)
¥6.66
≥1
店铺主推品 热销潜力款

扫一扫添加商家
㜉㜆㜇㜉㜆㜉㜌㜅㜄㜇㜈
在线客服


吴经理 经理
![]() 㜉㜆㜇㜉㜆㜉㜌㜅㜄㜇㜈
㜉㜆㜇㜉㜆㜉㜌㜅㜄㜇㜈
 立即询价
立即询价 扫码查看
手机扫码 快速查看
采购数量不能为空
联系信息不能为空
验证码不正确











