找商网手机端:m.zhaosw.com


郑州华晨机电设备有限公司
主营产品: 制冰机, 数控刀具, 立方氮化硼刀具, 灰铸铁加工刀片, 淬火钢加工刀片, cbn刀具, 超声波刀柄, 断续加工淬火钢刀具, 加工高锰钢刀具, 加工高铬铸铁刀具, 灰铸铁精车车刀, 粉末冶金加工刀片, 加工陶瓷超声波刀柄, 加工钛合金超声波刀柄, 加工玻璃超声波刀柄




加工高速钢轧辊用华敏cbn刀头-硬度HRC68以上
价格
订货量(片)
¥9.90
≥10
店铺主推品 热销潜力款

扫一扫添加商家
㠗㠚㠒㠙㠘㠘㠔㠒㠔㠚㠙
在线客服
车削加工高速钢孔型轧辊用华敏cbn刀片氮化硼刀具-型号可选
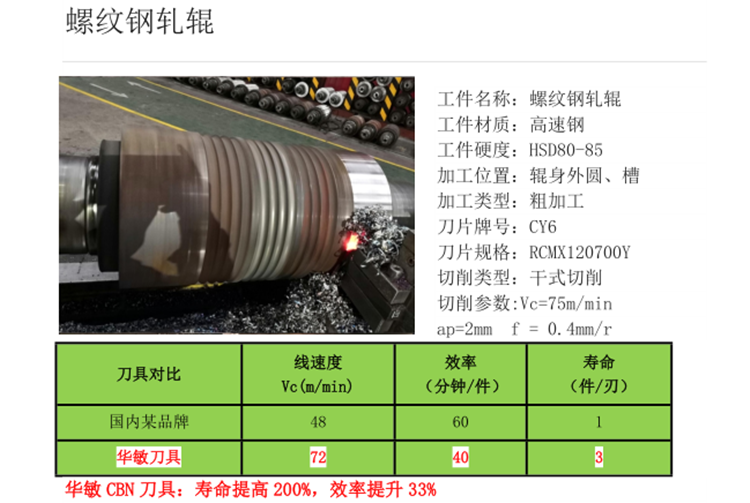
轧辊槽型设计是轧钢生产的重要环节,对成品质量、轧机生产率、设备安全、生产成本等都有很大的影响。因此在机加工工序,对槽型质量要求也很高。
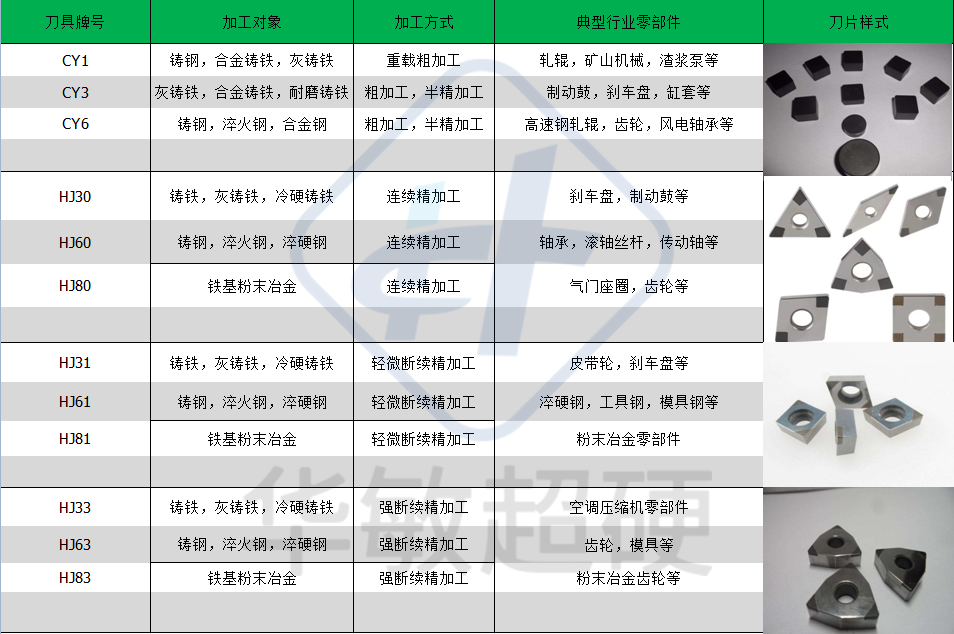
对高速钢轧辊进行车槽时,推荐华晨聚晶CBN刀具CY6牌号直接加工,CY6牌号CBN刀具耐高温和耐冲击韧性兼优,可大余量切削,粗、精加工一把刀即可完成机加工工序。
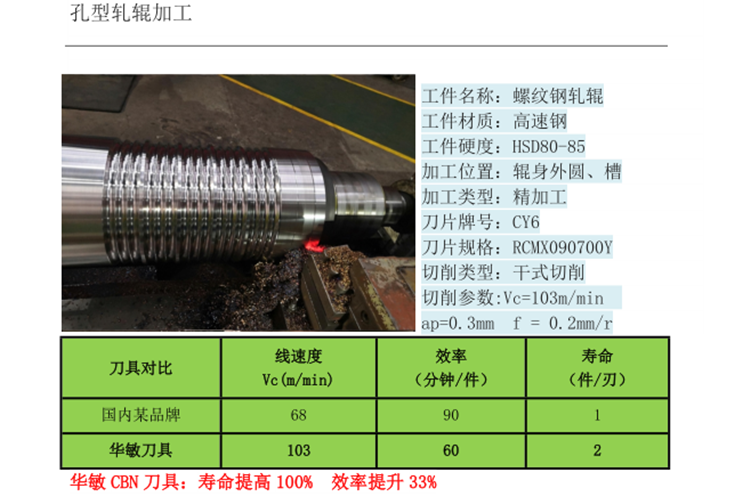
同时CY6 牌号可对带有月牙槽横肋的高速钢轧辊进行修复加工,直接将月牙槽横肋车掉,重新雕刻。断续切削过程中不崩刀。 具体加工案例如下:
(1)高速钢轧辊车槽:采用华晨整体聚晶CBN刀片CY6相较于某品牌CBN刀具寿命提升1倍。
| 工件材质:高速钢轧辊,硬度HSD90 | |
刀具材质 | 刀具寿命 | ***终失效形式 |
CY6材质 | 25槽/刃 | 正常磨损 |
某品牌CBN | 12槽/刃 | 破损碎裂 |
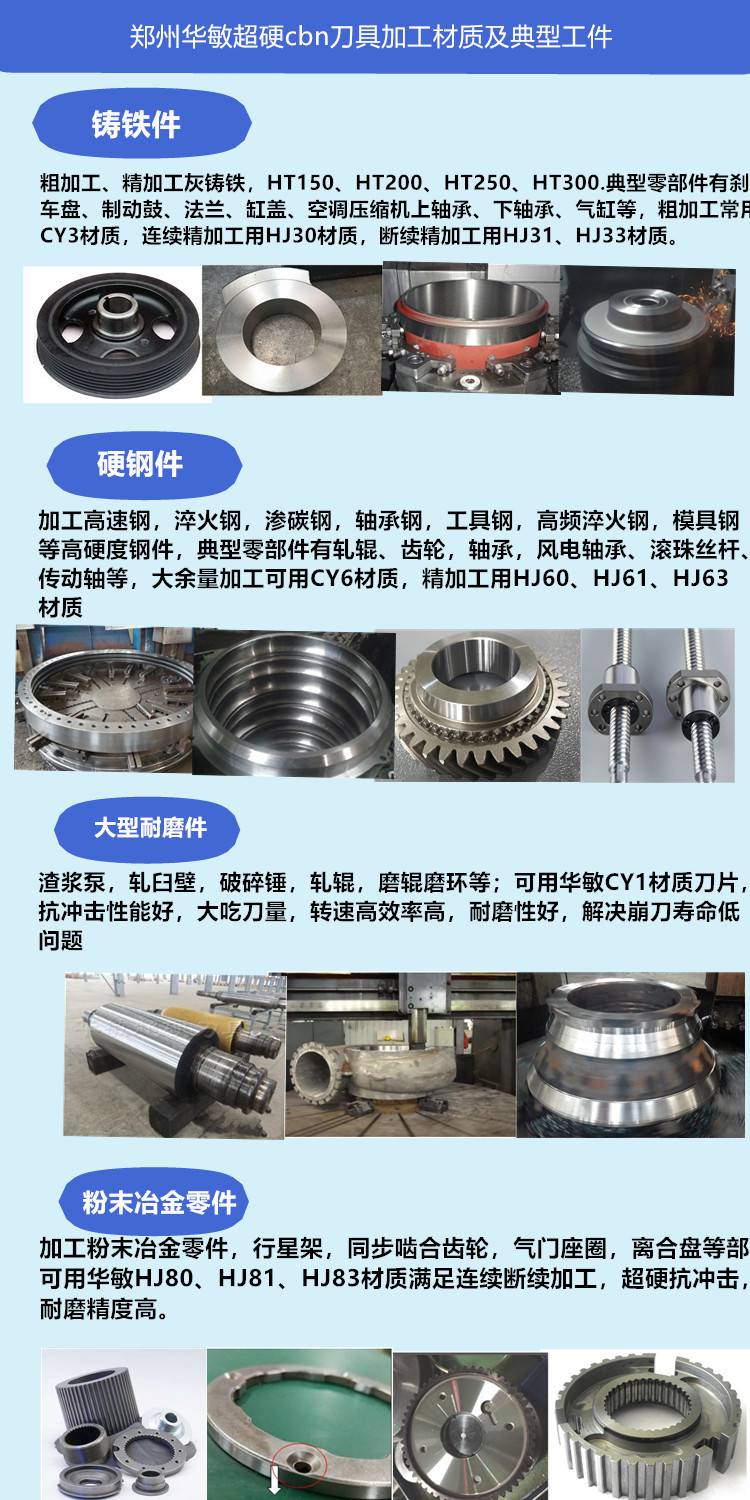
 加工冷硬铸铁轧辊(含***冷硬铸铁轧辊),加工高镍铬轧辊,加工高铬铁轧辊,加工含硼高速钢轧辊,加工半钢轧辊(含铸造半钢轧辊和高碳半钢轧辊);加工镍铬钼离心复合轧辊。加工此类轧辊时,因轧辊硬度较高,轧辊毛坯一般伴随着气孔,沙眼,包砂等铸造缺陷,对刀具的抗冲击性、耐高温、***损性能要求很高。加工此类轧辊常用立方氮化硼刀具牌号为CY1牌号。
加工冷硬铸铁轧辊(含***冷硬铸铁轧辊),加工高镍铬轧辊,加工高铬铁轧辊,加工含硼高速钢轧辊,加工半钢轧辊(含铸造半钢轧辊和高碳半钢轧辊);加工镍铬钼离心复合轧辊。加工此类轧辊时,因轧辊硬度较高,轧辊毛坯一般伴随着气孔,沙眼,包砂等铸造缺陷,对刀具的抗冲击性、耐高温、***损性能要求很高。加工此类轧辊常用立方氮化硼刀具牌号为CY1牌号。


购买须知
1、厂家货源
华敏店铺产品均有工厂,品质保证。
2、关于客服
在购买过程如遇规格参数等问题,可随时联系客服。
订货、服务、投诉一号搞定!全程录音、专人督办、保证服务质量。
3、关于售后
遍布全国的销售和服务网络,随时为您提供快捷供货和技术支持。
4、关于发货
默认发圆通、德邦,如有其它要求请及时联系客服。
以上价格仅供参考,非实际商品价格!
请根据您的采购数量及用途,联系在线客服索取报价!
吕文乾 经理
![]() 㠗㠚㠒㠙㠘㠘㠔㠒㠔㠚㠙
㠗㠚㠒㠙㠘㠘㠔㠒㠔㠚㠙
 立即询价
立即询价 扫码查看
手机扫码 快速查看
采购数量不能为空
联系信息不能为空
验证码不正确












