找商网手机端:m.zhaosw.com


郑州华晨机电设备有限公司
主营产品: 制冰机, 数控刀具, 立方氮化硼刀具, 灰铸铁加工刀片, 淬火钢加工刀片, cbn刀具, 超声波刀柄, 断续加工淬火钢刀具, 加工高锰钢刀具, 加工高铬铸铁刀具, 灰铸铁精车车刀, 粉末冶金加工刀片, 加工陶瓷超声波刀柄, 加工钛合金超声波刀柄, 加工玻璃超声波刀柄




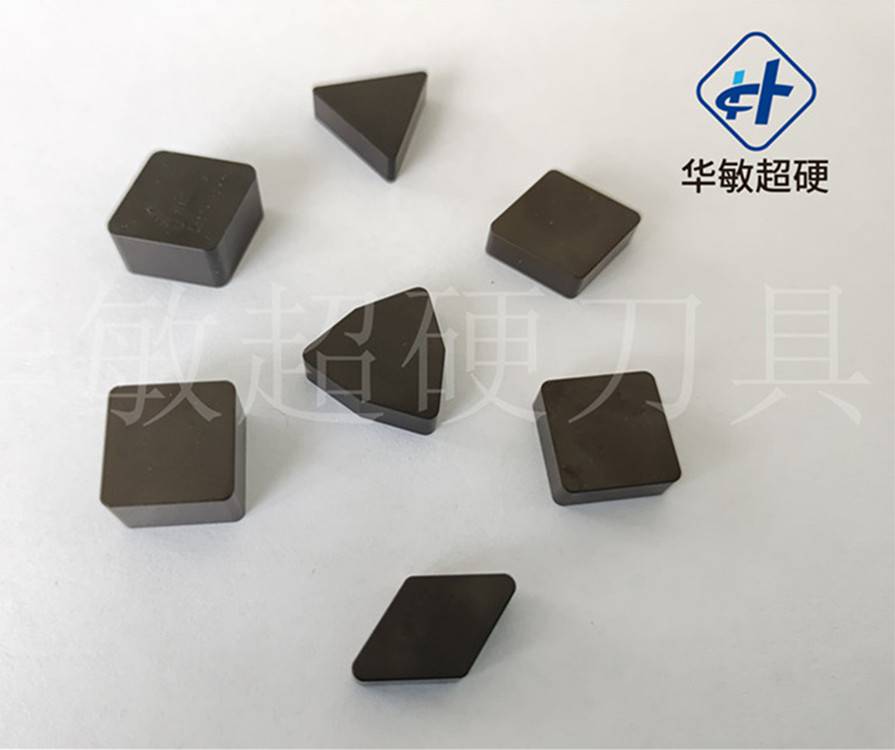
华敏加工淬硬钢以车代磨机夹刀片-氮化硼精车刀头
价格
订货量(片)
¥9.90
≥10
店铺主推品 热销潜力款

扫一扫添加商家
㠗㠚㠒㠙㠘㠘㠔㠒㠔㠚㠙
在线客服
吕文乾 经理
![]() 㠗㠚㠒㠙㠘㠘㠔㠒㠔㠚㠙
㠗㠚㠒㠙㠘㠘㠔㠒㠔㠚㠙
 立即询价
立即询价 扫码查看
手机扫码 快速查看
采购数量不能为空
联系信息不能为空
验证码不正确