找商网手机端:m.zhaosw.com


郑州华晨机电设备有限公司
主营产品: 制冰机, 数控刀具, 立方氮化硼刀具, 灰铸铁加工刀片, 淬火钢加工刀片, cbn刀具, 超声波刀柄, 断续加工淬火钢刀具, 加工高锰钢刀具, 加工高铬铸铁刀具, 灰铸铁精车车刀, 粉末冶金加工刀片, 加工陶瓷超声波刀柄, 加工钛合金超声波刀柄, 加工玻璃超声波刀柄




华敏淬硬钢粗加工刀具-大余量车削-超硬不崩刀
价格
订货量(片)
¥9.90
≥10
店铺主推品 热销潜力款

扫一扫添加商家
钳钻钹钶钴钴钵钹钵钻钶
在线客服
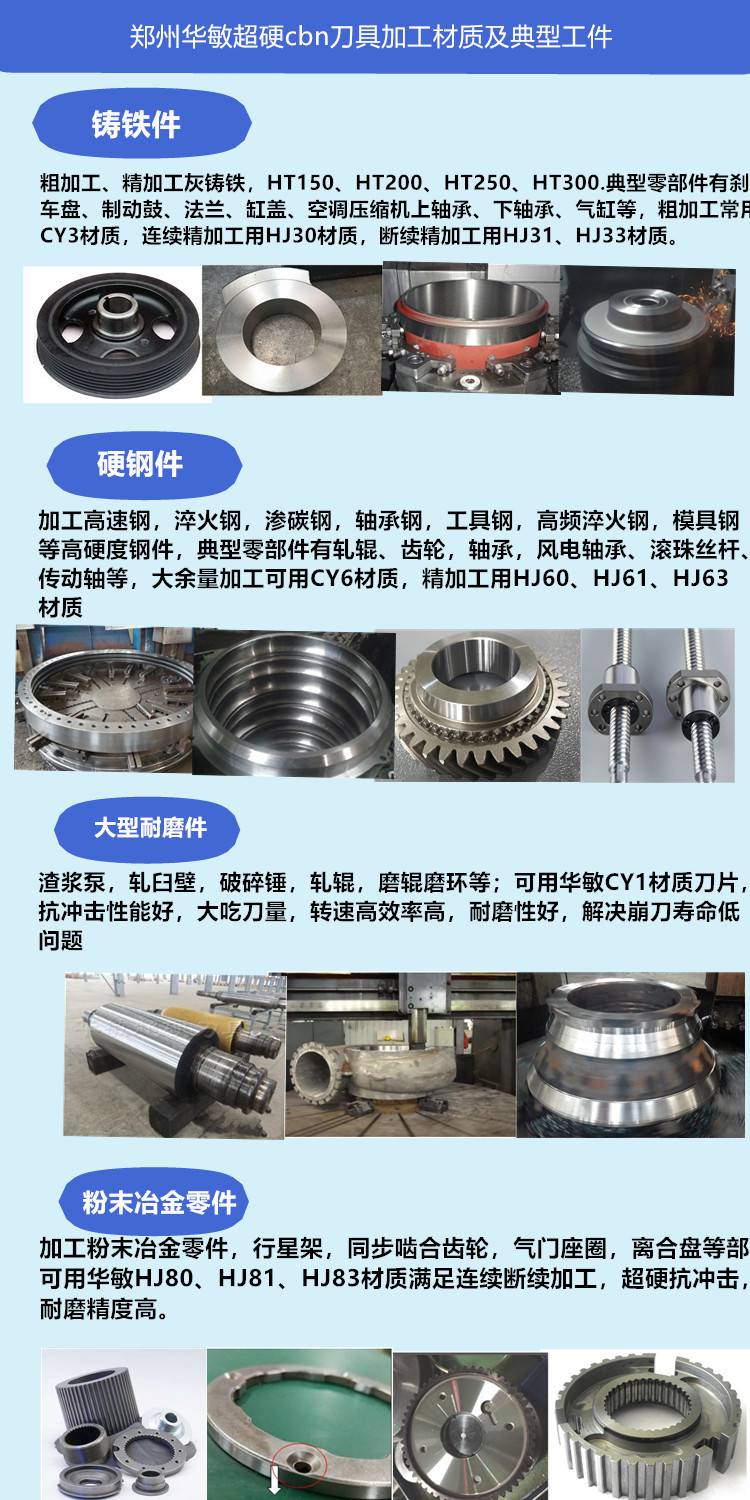
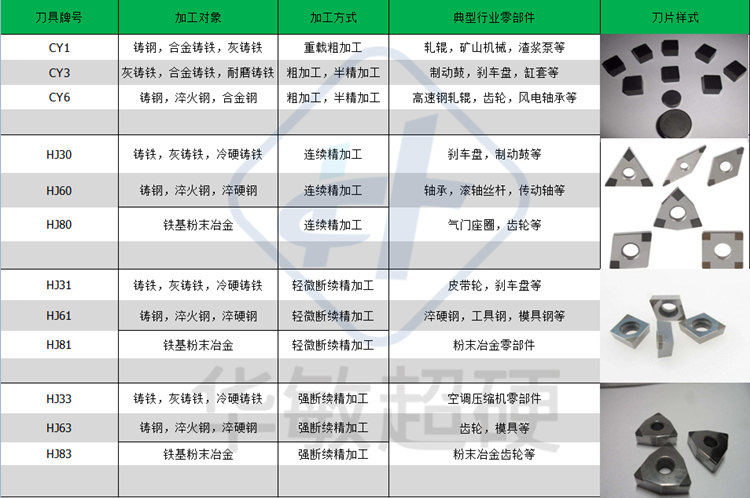
华敏刀具推出的cbn材质刀片HJ60和CY6系列,采用***配方设计,既提高了刀片的***性,又具有很好的抗崩损性能,是热后硬车淬火后高硬度钢件的理想刀具。加工出工件表面光洁度Ra0.4,尺寸稳定性好。间断切削加工淬火钢选HJ63材质刀片性能:硬度高,***性好,抗冲击性强。
加工材质如9SiCr 、T8、T10、H13工具钢淬火钢,硬度HRC60左右渗碳淬火钢20CrMnTi、20Cr,模具钢等淬火材料,40Cr 、42CrMo淬硬钢及65HRC以上淬火硬钢, Cr12MoV模具钢淬火料HRC62以上的, HRC62-HRC68硬度淬火后GCr15轴承钢,
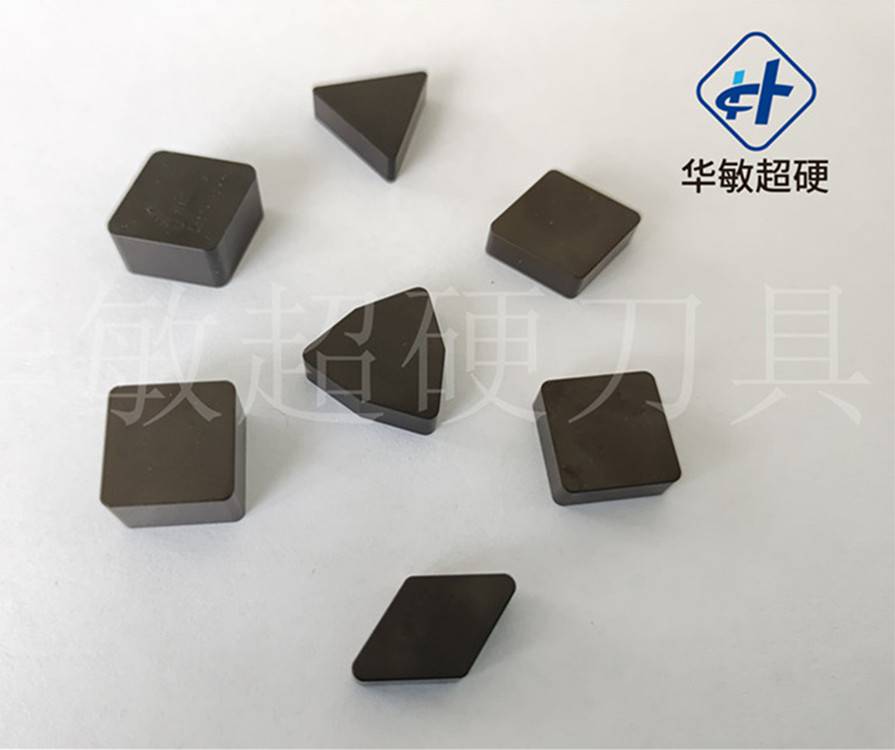
车加工钢件高频淬火后硬度HRC55-62的刀片常用型号:
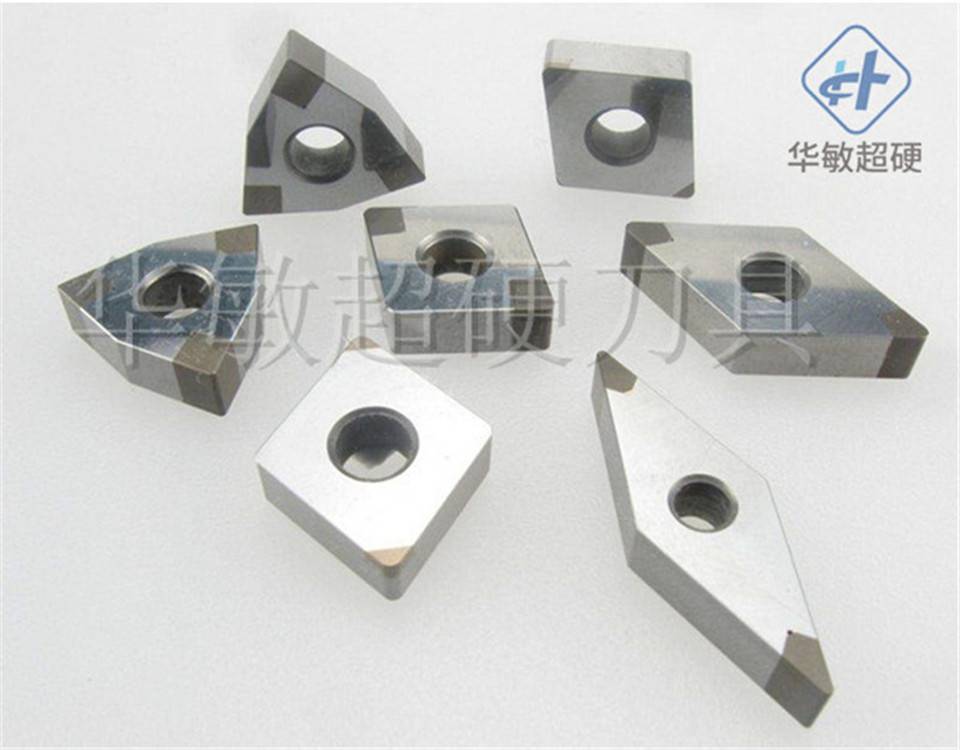
精车外圆、端面、内孔常用刀片型号:
CNGA120404(08),TNGA160404(08),DNGA150404(08),WNGA080404(08),CCGW09T304(08)。
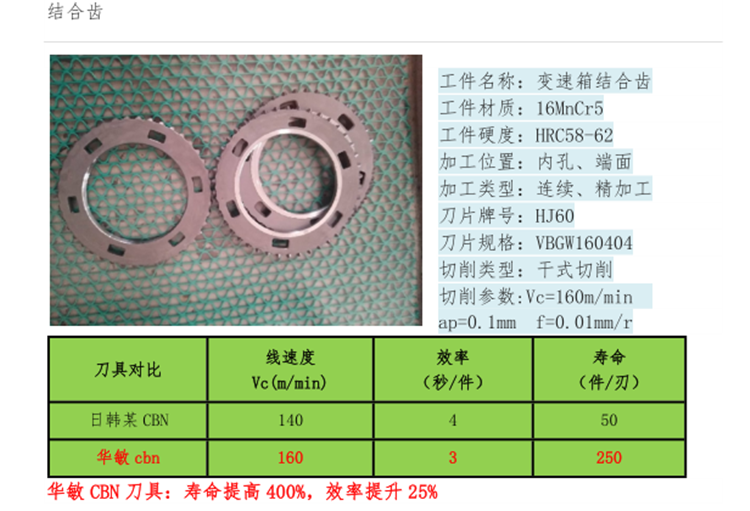
(1) 连续加工用HJ60材质cbn刀片:主要面临的加工难题是硬度高,高温状态下切削会导致刀具不***。针对此类情况,华敏超硬研发出立方氮化硼刀具HJ60牌号此牌号除了本身硬度高,***性好,而且可承受高温状态下高速连续加工齿轮,精度达到Ra0.8。其切削参数为:Vc=60-250m/min,Fr=0.05-0.35,ap≤1mm。加工效果是在切削速度高于陶瓷刀具的基础上,刀具寿命是陶瓷刀具的5倍还要多。
(2) 中等断续加工用HJ61材质cbn刀片:难加工问题有:a.硬度高;b.加工表面有断续,如端面有群孔,或内孔中有槽。CBN刀具HJ61牌号可有效解决。采用非金属(陶瓷)作为粘结剂,提高刀具的抗冲击韧性,可承受中等断续切削,切削参数:Vc=60-250m/min,Fr=0.05-0.35,ap≤1mm,加工效果:不仅刀具寿命高,而且工具费只有进口CBN刀具的1/2。

(3)强断续大余量切削加工用CY6:主要难加工问题在于:a.硬度高;b.变形量大,余量大;c.齿轮被加工表面属于强断续,刀具需承受很大的冲击。华敏超硬于2015年研制出一款***高质量的立方氮化硼刀具,。它的性能是不仅硬度高,***性好,而且抗冲击韧性高于CY6牌号。





吕文乾 经理
![]() 钳钻钹钶钴钴钵钹钵钻钶
钳钻钹钶钴钴钵钹钵钻钶
 立即询价
立即询价 扫码查看
手机扫码 快速查看
采购数量不能为空
联系信息不能为空
验证码不正确











